In corrugated cardboard packaging and printing, corrugated board collapse (usually local collapse) has a great impact on the quality of product packaging. This type of unqualified corrugated cardboard cannot ensure the compressive strength and ring pressure strength of corrugated box. , can not guarantee the safety of packaging product storage and transportation, but also affect the overall appearance of the product packaging quality, in addition, in the packaging and printing will be due to collapse and other reasons to make the graphic images unclear, seriously affecting the product sales. In the production process of corrugated board, the technical parameters, process design, quality inspection and other aspects of corrugated board are very strict, the production line structure is more complex, and there are many factors that affect the quality of materials and materials used in production, such as corrugated paper, Temperatures, adhesives, speeds, etc., are synchronized. As long as one link is not well controlled, quality problems inevitably occur. Therefore, to ensure that the production of qualified corrugated cardboard requires sophisticated equipment, materials, and the environment to meet the requirements, familiar with the production process, master the superb operating techniques and troubleshooting techniques is also the key, the following talk about the localization of corrugated board production Collapse failures. For your colleagues.
Corrugated board collapse hazard and characteristics
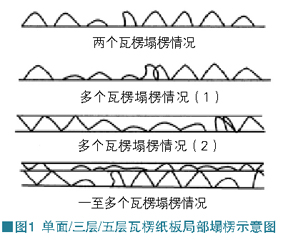
In the production of corrugated board, local collapse is one of its common failures. There are mainly four types of local collapse, namely two collapses of corrugations, collapse of multiple corrugations and collapse of one or more corrugations (Fig. 1). In mass production, the phenomenon of local collapse of corrugated paperboard will seriously affect the quality of the product, resulting in a large number of secondary waste products, resulting in a substantial increase in manufacturing costs, and the company suffers. In addition, the collapse of the three-, five-, or seven-layer corrugated cardboard, will inevitably produce the degumming area of ​​the sum is greater than the national standard 20cm2 per square meter, side pressure intensity is greatly reduced, cardboard thickness is lower than the standard, printing patterns, text fuzzy The secondary waste products seriously affect the overall quality of the carton products. Such paperboards cannot be applied at all to medium and high-end product packaging. In the low-grade packaging, the quality, appearance, and sales of the packaged products will also have a bad influence. Careful observation and analysis of the collapse phenomenon of corrugated cardboard can be summarized as follows: The main features of local collapse in the production of corrugated cardboard are as follows: (1) The area of ​​collapsing collapse varies greatly, and the collapse area is as small as several square meters per square meter. Centimeters, up to thousands of square centimeters; (2) Collapses are cyclical, along the production direction of single-sided machines, cyclical and not identical collapses appear on corrugated board; (3) Collapse area along the middle of corrugation Large two small heads, collapsed in an irregular state; (4) Detachment within the collapse area, local thickness of corrugated paperboard was significantly reduced, and some were only 30% of the corresponding standard thickness, single-sided, three-layered, and five-layered Corrugated cardboard partially collapsed.
Causes of collapse failures and their solutions
In the production of daily corrugated cardboard, most of the paperboards with local collapse phenomenon are corrugated paperboards produced by guide jaw type single-faced machines. Therefore, the following analysis mainly focuses on such collapse failures. To sum up, there are mainly three aspects. First, the clearance between the arc radius of the guide jaw working face and the outer diameter of the lower corrugating roller is too large. As the following corrugation roller peak has been worn so that the outer diameter is reduced or the outer corrugated roller roll type is reduced and the outside diameter is reduced after repeated grinding, the original guide jaw is still used and the clearance is necessarily excessive. Second, the installation position of the guide jaws is not proper, and the upper and lower gaps between the arc radius of the guide surface of the guide jaw and the outer diameter of the lower corrugating roll are inconsistent. If the guide jaw is not installed properly, the gap between the upper or lower guide roller of the guide jaw is too large and is too far from the pressure roller, so that the working surface does not function as a guide. Third, the guide jaws have been partially worn during use, and part of the working surface cannot guide the paper normally. When the corrugated base paper is subjected to the force point (the upper and lower corrugated roll tooth meshing points) during the single-faced corrugator rolling process, it is affected by the centrifugal force generated by the corrugating roll operation and the air pressure released after baking. The formed corrugated paper is separated from the surface of the roll. At this time, the formed corrugated paper is supported by the guide claws so that it closely adheres to the surface of the lower corrugating roll. If the gap between the arc radius of the guide jaw working face and the outer diameter of the lower corrugating roller is too large or inconsistent (except the glue application point), the paper guiding function will not play, and the corrugated paper will be free in the radial direction. When the corrugated peaks and valleys are misaligned from the corrugated roll peak surface, the misaligned corrugated paper roll is squeezed by the peak of the lower corrugating roll and the corrugated paper is glued. The peaks are irregularly bonded to the paper to form a local collapse of the single-faced corrugated cardboard. Therefore, under the normal condition of the corrugating roller, the key to solving the local collapse of the corrugated cardboard is to maintain the rationality and consistency of the gap between the guide jaw working face and the outer diameter of the lower corrugating roller.
In addition, due to many factors affecting the quality of corrugated board production, such as insufficient temperature, high moisture content of corrugated base paper, adhesive quality and other factors can cause collapse. The main problems are: the speed of single-sided corrugated cardboard coated with rubber roller is not suitable for the operation; the original paper strength of corrugated medium is too large; the water content of face paper, core paper, corrugated paper is not balanced or the water content of corrugated paper is too high; the clamping pressure of upper corrugated roller is Unsuitable; Corrugated roller surface with dirt, roots, deformation or poor regulation; corrugated roller heat is not balanced; adhesive viscosity is not enough or the amount of adhesion is too large; canvas belt pollution, poor air permeability; .
Based on the above reasons, we should carefully observe and analyze the phenomenon of failure and adopt appropriate solutions. First, it is necessary to measure or check whether the arc radius of the guide jaw working face is matched with the outer diameter of the lower corrugating roller (see Figure 2). If the working surface of the guide jaw has local abnormal wear or wear too much, the guide claw should be replaced immediately. When the corrugation type of the lower corrugating roller undergoes repeated grinding and the outer diameter decreases or the peak of the lower corrugating roll significantly wears to reduce the outer diameter, the arc radius of the working surface of the guide jaw is reworked according to the reduction of the outer diameter of the lower corrugation. According to practical experience, the configuration of the guide jaw radius is:
Guide jaw face arc radius = actual diameter of the lower corrugating roller ÷ 2+ corrugation base paper thickness × correction value For different types of corrugated paper, the selected correction value (usually 1.5 ~ 1.9) is different, in general, E type Take 1.5, type B draws 1.6, type C draws 1.8, and type A draws 1.9. In addition, in order to facilitate the wedging guide, the radius of the arc in the range of 10-20 mm above the working surface of the guide jaw can be increased by 0.2-0.4 mm.
Secondly, the position of the guide claw should be ensured. The matching gap between the arc radius of the guide jaw working face and the outer diameter of the lower corrugating roller should be controlled according to different types of corrugated cardboard, generally (1.5-1.9) × corrugated base paper thickness, and Adjust to the upper and lower clearances in agreement, the plane of the guide jaw should be perpendicular to the axis of the lower corrugated roller.
Third, we must pay attention to check whether the two ends of the guide jaw are appropriate, whether the upper and lower ends can withstand, and observe whether the supporting corrugation function is normal. If there is any error, it should be adjusted, ground or remanufactured. Corrugated rollers and guide jaws have adhered materials on the work surface, which will also affect normal paper guides and should be promptly cleaned.
As for the lack of temperature, corrugated paper moisture, adhesive quality and other factors caused by collapse, but also according to the collapse of the specific circumstances, the right medicine to troubleshoot. If the speed of the single-sided corrugated cardboard running on the rubber roll is not suitable, the tension control system of the overpass shall be increased to increase or decrease the tension; if the original paper force of the corrugated medium is too large, the tension system must be reduced. Friction; For the face paper, core paper, corrugated paper, water is not balanced or corrugated paper is too much water, you should fully preheat or replace the face paper, core paper, corrugated paper; check and adjust the appropriate upper corrugated roller clamping pressure, And make it stable; look at the corrugated roller surface for dirt and clean it up; check the corrugating roller surface for wear, deformation, or poor adjustment; adjust the roller; if the heat of the corrugating roller is not balanced, check the condensation. Water discharge conditions; see if the viscosity of the adhesive is insufficient or the amount of adhesion is too large. If so, check the quality of various raw materials, adjust the adhesive making or correction, and adjust the gap between glues to reduce the amount of glue; if airborne due to the contamination of the canvas, In case of collapse caused by badness, it is necessary to clean and dry the canvas; to check the surface of the hot plate of the double-sided machine for dirt, remove the dirt in time and keep the surface clean.
In short, for the phenomenon of local collapse in the production of corrugated cardboard, the factors such as the position, shape, etc. of the collapse should be analyzed, and factors such as mechanical equipment, materials, environment, and technology should be analyzed, and debugging should be continuously eliminated. Avoid cost loss and improve the cardboard pass rate.
Author/Qi Cheng
Source: Guangdong Packaging
Few things are as important to the home cook, or the professional chef, as a good Kitchen Knife Set. They`re an invaluable tool for the daily preparation of your meals, and decent ones are an investment that should last for years, with proper care and maintenance. A kitchen knife set make a great gift for anyone setting up their first kitchen, and can make an attractive addition to your home. Or, if you`re just not interested in taking the time to research and buy each blade separately, a set is an easy and convenient option.
Kitchen Knife Set
Kitchen Knife Set,Cooking Knives,Kitchen Knives,Professional Kitchen Knives
Yangjiang Superwins Trade Co., Ltd. , http://www.steelkitchenware.nl