Determination of the width of the rectangular bead of the steel drum
Li Guixiang, Jinshui County Metal Packaging Container Factory, Yunnan Province
Summary
This article is based on the basic principle of avoiding the specific requirements of curling. Starting from the equivalent pure circle test, focus on the idea, basic method, research object, specific application and related calculations to determine the rectangular curl width. The establishment of the concept of the hemming coefficient will be the theoretical basis for determining the diameter of the hollow circle.
First, the purpose and significance of determining the width of the curl
In the process of barrel rolling, whether it is a rectangular curl or a circular curl, if you want to roll out the ideal curl from beginning to end, you need to analyze the various factors affecting the quality of the curl and adopt a scientific method. Eliminate or reduce various disadvantages that affect the quality of the hem, so as to continuously improve and improve the quality of the hem.
At present, China's steel barrel industry has a tendency to engage in curling with experience, and often detours, and the loss is huge. The main reason is that the research on the curling principle is not deep enough; the rectangular curl width, the unfolding length and the shape of the reel working face cannot be reasonably confirmed, and the deformation speed of the workpiece at the time of curling is unclear. Therefore, it is necessary to understand the theory and method of determining the width of the rectangular bead and its unfolding length from the theoretical and practical aspects, and understanding the material thickness, deformation speed, and roller shape. By studying the rectangular curling, the foundation for the anti-wrinkle effect of the circular curling pre-rolling is laid for understanding the round crimping structure. It will not make a fuzzy conclusion that the quality of the stable arc curl can be produced without pre-rolling.
Second, the idea, method and research object to determine the width of the curl
It is determined that the width of the rectangular curl is related to the radius of the round curl when it is not wrinkled. The determination of the curling radius of the curling edge is related to the main factors such as the material of the rolled workpiece, the material thickness, the curling coefficient, the deformation speed, the width of the roller groove and the shape of the curved surface of the working surface. For the convenience of research, under the normal deformation speed condition, the ratio of the maximum pure circle test radius Rmax and the curling material thickness δ when ensuring no wrinkles is defined, which is called the curling coefficient, which is represented by k, in actual work. The working curve of the roller is designed according to the winding curve in the winding mechanical crimping principle to ensure that the workpiece is not wrinkled. The purpose is to make the curling factor determined by the test more in line with the actual crimping needs.
Under the normal deformation speed condition, the curling coefficient k can be obtained by the following formula: k=Rmax/δ
Rmax in the formula - under the normal deformation speed condition, the pure round test roll with radius Rmax, the maximum pure round bead radius mm when the test roll is not wrinkled; δ - the thickness of the bead material mm.
Establish the meaning of the above concept of hemming coefficient. For the same material thickness and the same material, the same curling coefficient can be used. Thereby, the number of unnecessary curling tests is reduced. A 0.3-1.5 mm thick homogenous low carbon steel, as long as the material thickness is (0.3 + 1.5) / 2 = O. 9 mm for the test paper, a representative crimping coefficient k is obtained. Then, according to the actual material thickness δ, the corresponding maximum pure circle curling radius can be obtained: Rmax=kδ. Thus, the rectangular curl width is obtained.
In short, in the steel drum sealing bead, the bridge that communicates the material thickness, deformation speed, and roller shape relationship is the crimping test and the curling coefficient. The only criterion for judging whether the relationship between them is reasonable or not is that the curling process does not wrinkle.
The deformation speed mentioned in this paper refers to the general term of the degree of deformation and curling of the rolled piece at the contact roller during the crimping process. It is related to factors such as material, material thickness, structure of the crimping, groove width of the roller and shape of the working surface, and should be comprehensively selected. Among the two factors that determine the speed of deformation, the circumferential line speed plays a major role. If properly selected, the wheel speed will change within a certain range, and the curling effect will be the same. When entering the wheel, the moment of contact with the rolled piece to the pre-bending (or pre-rolling) requires slow feeding; when the deformation starts, the rapid feeding is required, and the curl forming effect is better.
The empirical value of the circumferential line speed can be selected according to the attached table. Since the selection range of Vo is relatively wide, if the optimum value is selected, it should generally be verified in combination with the process and tooling, and if necessary, appropriate corrections.
In cold stamping, the method of rounding is mostly used to roll hinged parts. Since the punch used only applies pressure to one side of the blank, plastic deformation occurs in the wound portion. In order to maintain the stability of the blank when it is bent in the hoop direction, the low carbon steel crimping radius should be less than 3.3 times the material thickness. For the winding of the hinge, the radius of the hemming is generally equal to 2-3.2 times the thickness of the material, that is, R = (2-3.2) δ.
Since the reel of the sealing bead is only applied to the one side of the to-be-rolled blank, the winding portion is plastically deformed. The barrel seal bead can be completely equivalent to the rolled hinge bead by appropriately selecting the deformation speed. Moreover, since the working surface of the sealing reel does not adopt a pure circle, it is designed as a winding curve, and it is not easy to wrinkle the curl. Therefore, the maximum radius of the test bead can be selected to be Rmax = 3.3 δ, which ensures no wrinkles during the crimping process. Thus, the maximum curling coefficient can be obtained as kmax = 3.3, as shown in FIG.

Figure 1 Equivalent curling diagram of low carbon steel rectangular crimping
From the maximum beading factor, the maximum bead width calculation factor can be determined to determine the maximum bead width and associated dimensional calculations and corresponding crimping methods. as shown in picture 2.
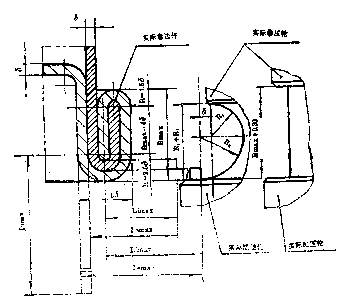
Figure 2 illustrates the winding method for achieving the crimp width
The maximum curl width can be obtained by the following equation:
0.5δ+2(Bmax-4δ+πδ+2πδ/2=2(3.3-0.5)πδ
Find Bmax=9.40487δ
In the formula: 0.5δ - the added amount (mm); 2 (3.3-0.5) δ - the largest pure rounded diameter (mm) when the equivalent is not wrinkled. When the semi-circle of the roll is not wrinkled, the whole circle is not set by the principle of wrinkling.
The maximum curl width calculation coefficient Kmax=9.40487, rounding to Kmax=9.5 is feasible. At this point, the maximum curl width is calculated as follows:
Bmax=Kmax·δ=9.5δ
Where: Bmax - maximum curl width mm; Kmax = 9.5 - maximum curl width calculation coefficient mm; δ - curl material thickness mm.
When the maximum curl width is Bmax=9.5δ, the calculation of the expansion length of the steel barrel rectangle is:
1Iimax=0.5δ+(Bmax- 4δ)+πδ/2=7.571δ
2Iemax=1.5δ+Iimax=1.5δ+7.571δ=9.071δ
3Limax =0.5δ+2(Bmax-4)+πδ+2πδ/2=17.783δ
4Lemax=2.5δ+Limax=2.5δ+17.783δ=20.283δ
5Pmax=Limax+2πδ/2=(17.783+π)δ=20.925δ
The meanings of the symbols in the above formulas are shown in Figure 2, unless otherwise stated.
In order to make homogenous materials with small thickness difference, the same wheel set can be processed into rectangular curls of the same width, and the curling edge can be ensured that the curling edge is not wrinkled. The actual curling coefficient should be obtained than the maximum volume determined by the test. The side coefficient is smaller. Its purpose is to make the coefficient within a certain material thickness range, and it has versatility and reliability. At the same time, it should also be considered that the design of the head wheel can meet the requirements of the crimping principle. Therefore, it is more appropriate to take the practical curling coefficient k=3.0745 of the low carbon steel sheet commonly used in steel drums. It effectively avoids the wrinkle boundary at the maximum curling.
When the practical curling factor k=3.0745 is taken, the same reason can be obtained:
0.5δ+2(B-4δ)+πδ+2πδ/2=2(3.0745-0.5)πδ
Find B=8.712δ
In the formula: 0.56 - increase the actual amount of mm; 2 (3.0745-0.5) δ - the larger diameter of the larger round bead when the practical equivalent is not wrinkled.
B=8.712δ Generally, the calculation coefficient of the bead width of the low carbon steel sheet is k=8.712, which is more practical. At this point, the curl width can be calculated as follows:
B=k·δ=8.712δ
In the formula B - the curl width mm; k = 8.712 - the practical curl width calculation coefficient mm; δ - indicates the crimp material thickness mm.
From the above discussion, it is known that the determination of the rectangular curl width is essentially based on the equivalent (hypothetical, hypothetical, prescribed) test pure round curl, and is converted to the calculation of the curling coefficient and the curl width calculation coefficient. Try to make the curl width calculation factor the derived value of the curling factor.
Factors affecting the curling coefficient: material thickness; deformation speed (circumferential line speed and wheel speed); roller shape.
In order to study the needs of the application, the shape of the roller was technically processed, and the pure round test roll was specified as the precondition for determining the curling coefficient. Therefore, the problem that the curling coefficient cannot be uniformly determined due to the different shape of the reel is eliminated. Because there is some commonality between the stamping crimping and the sealing of the steel drum, it is possible to draw on the mature stamping crimping edge to obtain the maximum pure round crimping radius of Rmax=3.3δ. Combining the knowledge of crimping and practical experience, the larger pure rounding radius R which is not easy to wrinkle is larger than 3.0745δ, so that the practical curling coefficient is k=3.0745, and it is set as a constant. The remaining question is how to choose the deformation speed to adapt to the coefficient. During the crimping test, if the circumferential linear velocity can be correctly selected from Table 1 according to the material, the task of the test crimping is to determine a reasonable wheel speed. Then, the curl width is obtained according to the coefficient, and the sealing curl is performed on the sealing machine with the determined wheel speed and the selected circumferential line speed, and the ideal steel drum curl is obtained.
On the contrary, when the normal rotation speed and the inlet speed of the sealing machine are known, the thickness of a certain material can be determined by using the corresponding coefficient obtained by the test crimping method on the same machine to determine the rectangular curl width.
Third, determine the application of the curl width and related calculations
The calculation is based on the normal and uniform deformation speed of the test bead and the utility bead. Therefore, in the specific calculation, it is generally not involved in determining the deformation speed and the shape of the roller. Once the crimp width and associated data are obtained, an implementation crimping wheel can be used to achieve the desired crimping. If necessary, the shape of the take-up reel can be appropriately changed to roll out the ideal rectangular bead.
Example 1 It is required to design a pair of wheel sets (one reel and one pressure wheel) for processing the rectangular bead of steel drum with a thickness of 0.75-0.85 mm. When I ask how big the crimp width should be, can I share the same wheel set?
Solution: It is known that δ thin = 0.75mm, δ thickness = 0.85mm; take K = 8.712mm, Kmax = 9.5mm respectively; find the actual curl width B real.
According to the curl width calculation formula:
1B real = K (δ thin + δ thick) / 2 = 8.712 × (0.75 + 0.85) / 2 = 6.969 (take the whole B = 7mm)
2Bmax=Kmax·δ thickness=9.5×0.75=7.125mm
3B=K·δ thickness=8.712×0.85=7.405mm
Because B is = 7 < Bmax = 7.125 < 7.405. When the hemming width is designed to be 7mm, it is possible to share a wheel set.
Example 2 A rectangular round of steel drums with a thickness of 1.5 mm is machined with a special wheel set. When designing how wide the crimp is, is it more reasonable?
Solution: δ = 1.5 mm, k = 8.712 mm is known;
According to the curl width calculation formula:
B=k·δ=8.712×1.5=13.068 (take the whole B=13mm)
That is, when the curl width is designed to be 13 mm, it is relatively reasonable.
In the specific sealing bead, the setting of the curl width is equivalent to determining the actual curl width. Under the condition of normal deformation speed, the setting of the curling width depends mainly on the working surface arc radius of the headway implementing curling wheel to meet the crimping principle; setting the crimping structure, the theoretical crimping structure and the implementation crimping The conversion of the three structures should be basically equal; the position of the wheel is relatively correct. It is necessary to ensure that the re-pressing deformation after the implementation of the embossing is only allowed to be deformed in one direction along the axial direction of the steel drum to form a rectangular bead width. As shown in Figure 2 and Figure 3.

Figure 3 The relationship between the determination and implementation of the curl width and the equal length conversion of the crimp
It can be seen from Fig. 3 that if the actual crimping is again compacted by the straight grooved wheel, the realization of the set bead width can be ensured. However, the implementation of the curling is a reasonable transition from setting the curling edge and theoretical curling, and has an intrinsic connection. The curl width and related data determined by the current coefficient method are calculated as follows: The meaning of each arithmetic symbol is not described in detail with reference to FIG. 3.
1, set the calculation of the expansion length of the curl
When the practical curling coefficient k = 3.0745, B = 8.712δ is obtained. At this point, the calculation of the length of the curling expansion is:
1 Ii=0.5δ+(8.1712δ-4δ)+πδ/2=6.783δ
3 Ie=1.5δ+Ii=1.5δ+6.783δ=8.283δ
3 Li=0.5δ+2(8.712δ-4δ)+πδ+2πδ/2=16.207δ
4 Le=2.5δ+Li=2.5δ+16.207δ=18.707δ
5 P=Li+2πδ/2=(16.207+π)δ=19.349δ
2. Calculation of arc radius of reel working face
According to the principle that the set curling and the theoretical crimping part should be equal:
AB+BNC=anb=(R1-0.5δ)π
CD+DME=bmc=(R2-0.2δ)π
When rectangular curling is performed, the working plane arc radii Ri and Rz2 of the head reel can be obtained by the following equation:
1 (R1-0.5δ)π=AB+BNC=8.712δ-4δ+πδ
Find R1=2.99987δ
2 (R2-0.5δ)π=CD+DME=8.712δ-4δ+2πδ
Find R2=4δ
R2-R1 = 4δ-3δ = δ = material thickness.
3. Theoretical curl length calculation
When calculating R1=3δ and R2=4δ, the theoretical curling expansion length should be calculated as:
1 Iix=0.5δ+2.5πδ/2=4.47δ
2 Iex=3δ+Iix=3δ+4.427δ=7.427δ
3 Lix=0.5δ+2.5πδ+3.5πδ/2=13.852δ
4 Lex=4δ+Lix=4δ+13.852δ=17.852δ
5 Px=0.5δ+2.5πδ+3.5πδ=19.35δ
4. Calculation of the implementation of the implementation of the curling length
When R1 = 3δ and R2 = 4δ are used, the implementation of the implementation of the implementation of the curling degree is:
1 In Rtâ–³ABC:
Sinβ=BC/AB=1.5δ/2.5δ=0.6
β=36°23′=36.383°
2 φ=180°+36.383°=216.383°
3 Iiy=0.5δ+36.383°×1.5πδ/180°+2.5πδ/2+1.5δ=6.879δ
4 Iey=1.5δ+Iiy=1.5δ+6.879δ=8.379δ
5 Liy=0.5δ+216.383°×2.5πδ/180°+3.5πδ/2+1.5δ=16.939δ
6 Ley=2.5δ+Liy=2.5δ+16.939δ=19.439δ
7 Py=Liy+2πδ/2=(16.939+π)δ=20.081δ
5. Comparison of related calculation results
In the above calculations, the comparison of the relevant calculation results has the following items:
1 Px-P=19.350δ-19.349δ=0.001δ
2 Py-P=20.081δ-19.349δ=0.732δ
3 Iey-Ie=8.379δ-8.283δ=0.096δ
4 Ley-Le=19.439δ-19.707δ=0.732δ
From the above comparison, it is known to set the curling and theoretical curling. In comparison, the difference is small and negligible. Compared with the implementation of curling, the latter is slightly larger than the former, and there is a certain difference. The value of the value is related to β, and the difference can be zero by reasonable selection of β. Due to the existence of the difference, only a few volumes are indicated, and a very small angle φ-φ is obtained, which is beneficial for achieving the setting of the curling. Therefore, the design is correct and reasonable.
6. Re or Remax calculation
Generally, depending on the material and material thickness, the radius Re and Remax of the transition arc of the groove guide portion can be calculated as follows:
1 Re=4δ+1.5δ/Sin36°31′=6.5δ
2 Remax=4δ+√{(3δ・3δ+2δ・2δ)=7.606δ
7. The calculation of the groove width h and hmax determines:
The determination of the width of the wheel groove is related to Re or Remax and can be calculated as follows:
1 h=Re+(3δ-√∑=7.5δ
2 hmax=Remax=7.606δ
In summary, according to the basic principle that wrinkle avoidance is easy to achieve the specific requirements of the beading, it is feasible to determine the bead width by the coefficient method. Regardless of whether the spindle speed and the inlet speed of the sealing machine can be adjusted, the same machine test paper can be used, or the same machine can be used to produce high quality, stable and reliable steel barrel crimping. Discussing this curling theory has important practical significance for the production of rectangular rolled steel drums.
Table 1 Ordinary Spinning Forming Circumferential Linear Velocity VO Empirical Value
Material Aluminum Bronze Copper Soft Steel Stainless Steel Vo(m)/min 200-1300 150-600 200-800 600-1000Note: Some of the formulas in this article may not be edited incompletely. For the full text, please contact this site.
The Plastic Jewelry Box is the classic style in our company, you can use it in any place. It has good quality so you do not mind damaging your jewelry. The inner material used the velvet or some soft materials to hold your jewelry carefully.
Brand Name: Jinao
Place of Origin: Guangdong, China(mainland)
Surface Material: Customized
Inner Material: Velvet / foamed plastic
Color: Customized
Size: Multi-size + Customized
Feature: High quality
Logo Printing: Customized
Usage: Jewelry Box / Gift Box
Plastic Jewelry Box
Plastic Jewelry Box,Jewelry Box,Fashion Plastic Jewelry Box,Plastic Watch Jewelry Boxes
DongGuan Jinao Packaging Products Co., Ltd , http://www.jinaojewelrybox.com