Talking about the surface treatment of steel drums (2)
Shanghai Xugong Coating Technology Co., Ltd. Xu Guoxing
2. Degreasing
Degreasing is mainly used for cold rolled steel drums. As mentioned above, the surface of the cold rolled sheet is coated with rust preventive oil. The base oil for rust prevention is mineral oil, vegetable oil, animal oil, and the like. Vegetable oils and animal oils can be saponified with alkalis, so they are called saponified oils. Mineral oil does not react with alkali to saponify, so it is called non-saponified oil. ―General oils are insoluble in water and only soluble in organic solvents, so they can only be removed by saponification, dissolution, emulsification, electrolysis, ultrasonics, etc. Since the electric de-oiling and ultrasonic degreasing processes are not applied to steel drums, only the saponification, dissolution, emulsification and degreasing processes of cold-rolled steel drums are discussed below.
1 Saponification Degreasing Saponification Degreasing is a degreasing method using a base and an alkali salt to saponify a saponifying oil and a fat. Generally used alkali and alkaline Mengheng oxygenated sodium, sodium carbonate, trisodium phosphate, sodium pyrophosphate, sodium silicate, etc., generally based on sodium hydroxide. Its reaction equation with saponified oils is as follows:
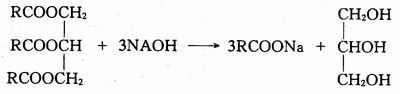
Sodium hydroxide is a strong base. It has a strong saponification ability and has a certain emulsification effect. However, when the oil is removed by sodium hydroxide, the oil can be hydrolyzed to form insoluble soaps. It is difficult to remove it, so the content of sodium hydroxide in the saponification degreasing liquid generally does not exceed 100 g / l.
Sodium carbonate can play the role of saponification and softening of jL, has a wetting effect on gelatinous oils, and has a good buffering effect on the pH of the solution.
Sodium silicate has good penetrating and emulsifying effects, but it will be noticed if it will form insoluble silica gel when it is in contact with the acid and adhere to the surface of the workpiece.
In addition to the advantages of sodium carbonate, trisodium phosphate has complexation and can complex many metal ions to make the metal surface easy to be washed by water.
Sodium hydroxide 80 ~ 100 g / l
Trisodium phosphate 10~40 g/l
Sodium carbonate 20~30 g/l
Sodium silicate 5-25 g/l
Process conditions:
Immersion method: 80~90°C 12-15 minutes
Spray method: 60~80°C 2-3 minutes
Increasing the temperature of the solution can speed up the degreasing, but if the temperature is too high, the energy consumption is too large, and some surfactants can be decomposed. Therefore, for most saponification and degreasing liquids, the suitable temperature is below 80 °C.
When degreasing, such as stirring or spraying in an alkaline solution, the effect of degreasing can be improved. This is because under the mechanical force, the alkali solution continuously flushes the surface of the steel drum, so that the rust preventive oil and other oil adhering to the surface of the steel drum can be quickly removed.
The hardness of water also affects the degreasing performance and effect of alkaline solutions. The hardness of water is high and the degreasing effect is poor. In order to soften the water, a trace amount of tripolyphosphate, triethanolamine oleic acid soap or the like may be added to the solution.
The saponification degreasing may be carried out by an immersion method or a spray method depending on the case. The short processing time of the injection method is good, but the equipment investment is large; the immersion method has a long processing time, and the effect is not as good as the injection method, but the equipment investment is small.
2 Dissolve and remove oil Dissolve and remove oil is the use of organic solvents! The ability to dissolve grease to remove rust-proof oil and oil on the surface of the barrel. Commonly used organic solvents are gasoline, kerosene, pine perfume, chlorine-containing organic solvents, etc.
The chlorine-containing organic solvent has strong dissolving power, low boiling point, easy recovery by distillation, easy recycling, and is not easy to explode and does not burn. Among them, the most representative chlorine-containing organic solvent is trichloroethylene, which is the most widely used.
Trichloroethylene has a strong ability to dissolve grease. At 50 ° C, the solubility of gasoline is 7 times larger than that of gasoline, and it is not easy to burn, so it is very popular among users.
The methods for dissolving and removing oil include dipping, painting, and steam degreasing. Since the dipping and spraying methods are similar, only steam degreasing is introduced here.
Since trichloroethylene has a low boiling point (86.7 ° C), it is easy to generate steam and has a large specific gravity (1.462), so the steam generated by it all sinks to the bottom layer of the air, and the degreasing equipment is manufactured by using this characteristic.
The trichloroethylene degreasing equipment for steel drums is a long trough. The upper half of the long trough is a downwardly concave conveyor chain with curved ends. From the beginning of the long trough, then to the end horizontally, at the end and then out of the trough. The lower half of the tank is a solution of trichloroethylene. The height of the liquid level is 1/3 of the trough, and the height of the conveyor chain plus the steel drum (the steel drum is placed horizontally) is 1/3 above the liquid level, that is, the height of the trichloroethylene solution plus the steel drum accounts for the total height of the trough. 2/3. A little more than 2/3 of the total height of the trough, that is, a copper serpentine tube with cooling water installed slightly above the steel drum. Thus, when the trichloroethylene vapor encounters the serpentine tube, it condenses into a liquid and flows back into the tank. Thus, its steam can only stay in the tank without overflowing.
When the steel drum is immersed in the trichloroethylene vapor through the conveyor chain, the vapor of trichloroethylene is condensed on the surface of the steel drum to dissolve the grease on the surface of the steel drum. As the steel drum advances in the trough, this liquid becomes more and more, eventually bringing the dissolved grease into the trough. The trick is to remove the oil from the trichloroethylene vapor.
Trichloroethylene is not corrosive to steel drums. When exposed to light and high temperature, it will cause decomposition. When it is mixed with water, it will decompose into hydrochloric acid, which will reduce the effect of degreasing and cause corrosion. Therefore, diethylamine, triethylamine, tetrahydrofuran, tripropylamine and pyridine should be added. Stabilizers. The medium addition amount is 0.05-0.2%. When the discretionary oil content of trichloroethylene is above 25%, it should be regenerated by distillation, otherwise the boiling point will rise and it is difficult to remove the grease.
3 Emulsification and degreasing Emulsification and degreasing is the use of emulsifier (ie surfactant) for wetting, penetrating, emulsifying, dispersing, solubilizing, etc., to remove anti-rust oil and oil stain on the surface of the workpiece.
Emulsifier c is an active agent composed of a combination of a hydrophilic group and an oleophilic group. It can adsorb on the interface where oil and water repel each other and reduce the interfacial tension between them. Its function varies with its Hydrophile-Lipophile Balance, or HLB value.
HLB = (hydrophilic group molecular weight / total molecular weight) × 20
When HLB = 3 to 6, it is mainly used as a water-oil type (W/O) emulsifier.
When HLB=7~9, it mainly acts as a wetting effect.
When HLB=8-18, it is mainly used as oil-water type (W/O) emulsifier.
When HLB = 13-15, it mainly acts as a washing.
H. When LB = 15 to 18, it mainly acts as a solubilizing agent.
Our emulsifier for degreasing the surface of steel drums, HL. The B value is mostly around 13-15. In addition to better oil-water (O/W) emulsification, such emulsifiers also have the function of washing oil and solubilizing.
When the aqueous solution of the emulsifier (surfactant) is in contact with the grease on the surface of the metal, the lipophilic group in the emulsifier has an affinity with the oil, and the hydrophilic group at the other end causes the water molecule to surround the lipid molecule. Very small particles, which are peeled off from the metal surface, thus objectively achieving the purpose of "dissolving" the oil on the metal surface into the water to achieve the purpose of degreasing.
At present, emulsifiers (surfactants) for degreasing mainly include nonionic and anionic types. Commonly used non-emulsifiers are TX-10 (ie polyoxyethylene ether alkylphenol), 6501 (ie dodecyl diethanol transferamine), 6503 (ie 6501 and phosphated products), triethanolamine oleic acid Soap and so on. Commonly used anionic emulsifiers are ABS (ie sodium alkylbenzene sulfonate), AS (ie sodium alkyl sulfonate) and so on.
The amount of emulsifier degreased is generally between 0.5 and 6% of the total aqueous solution. The use temperature is generally between 50 and 90 °C. The spraying time is about 2 minutes, and the dipping method is 5-15 minutes.
The general emulsification and degreasing formula is as follows:
Flat plus 0.3 to 1.0%
Polyethylene glycol 0.2-0.6%
Oleic acid 0.2 to 0.7%
Triethanolamine 0.8 to 1.3%
Sodium nitrite 0.1-0.5%
Water balance
This formula has anti-rust effect, the oil removal condition is 50 ° C, 3-5 minutes.
3. Phosphating
Phosphating is the process of converting steel parts into a complete phosphate film layer in a dilute solution containing phosphoric acid, phosphate and other chemicals.
Phosphating films have high electrical insulating properties and are very strong in combination with iron substrates. Its surface is rough; so it has a very strong bond with the paint. The phosphate film has good corrosion resistance. The corrosion resistance is stronger after painting. The disadvantage of the phosphate film is that it has low mechanical strength and is brittle. Therefore, it is preferable to perform phosphating treatment on the steel drum after the bottom cover is attached. Otherwise, when the bottom cover is applied, the phosphating film of the curled portion may be cracked, thereby affecting the corrosion resistance.
The history of phosphating and anti-corrosion treatment is very long. The archaeological excavations of the Roman era of iron in the 80s BC have been phosphated. According to the analysis, its composition is iron phosphate. In 1905, COSLET immersed the steel in a boiling phosphoric acid bath and successfully formed a ferric phosphate film on its surface and obtained a patent. In the same year, Allen put the dilute aqueous solution of manganese phosphate in a boiling state, and then immersed the steel therein, and found that the surface also produced a film with anti-rust ability. Based on the emergence of these technologies, the Parker brothers in the United States established the PRP (Parker rust prarf) company to make the phosphating technology enterprise. Almost at the same time, the American chemical coating company (Amercercan Chemical Paint), which was specialized in phosphating, was also established. In the decades that followed, many improvements were made as the times changed. Today, the phosphating temperature is adjustable from a boiling state to a normal temperature range. The treatment method has also made considerable progress, adapting to the production of modern industry, and thus becoming an important metal surface treatment method.
Phosphating treatment, depending on the phosphating agent, produces a different film. The components currently used are roughly the following three types: manganese phosphate, zinc phosphate, and iron phosphate. The steel drums are generally zinc and iron. Phosphating membrane is formed by the interaction of phosphate solution and metallic iron. The manganese phosphate, iron salt or zinc dihydrogen phosphate is dissolved in water to hydrolyze phosphate:
![]()
Where Me represents manganese, iron, and zinc ions
Phosphate continues to hydrolyze as the solution warms

The steel drum that has passed the oil and rust treatment is placed in the phosphating solution, and the metal iron interacts with the phosphoric acid; and partially dissolves, and forms the following reaction under the action of the free acid:
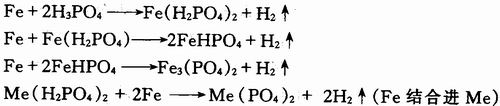
At the same time, the dihydrogen phosphate begins to be aligned on the surface of the iron metal:
![]()
Insoluble phosphate crystallizes on the surface of the metal to form a phosphate film:
![]()
As the phosphate crystal precipitates on the surface of the iron metal, the phosphating process is slowed down, and the phosphating process ends when the entire metal surface is completely covered by the phosphate film.
The general formulation of phosphating solutions (zinc and iron) is as follows:
Recipe 1:
Phosphoric acid 10~18 g/l
Zinc oxide 5-9 g/l
Sodium nitrite 0.1-0.9 g/l
Sodium chloride 0.5-1.5 g/l
Sodium nitrate 0.1-0.5 g/l
Recipe 2:
Dihydrogen phosphate diphosphate 4-10 g/l
Zinc nitrate 5~11 g/l
Zinc oxide 0.4-0.8 g/l
Sodium fluoride 0.3-0.5 g/l
Generally speaking, The zinc-based phosphating film has good corrosion resistance, and the surface is crystalline, and has good bonding force with the iron matrix and the paint. The iron-based phosphating film is amorphous, that is, amorphous, and the cost is lower, but the corrosion resistance is inferior to that of the zinc system, and the phosphate film layer is relatively thin.
The phosphating treatment method can be divided into a dipping method and a spraying method. In general, the impregnation method has less investment relative to the equipment, but the treatment time is longer and the effect is not as good as the spray method. Because in the phosphating solution, the interface close to the iron metal is relatively stable, the dissolved cations on the metal surface quickly reach saturation, thereby interfering with the formation of the phosphate film, and a part becomes sediment. However, the cation armor constituting the phosphating film is continuously diffused to the metal surface and is poor. Therefore, if the galvanization of the steel drum is carried out by dipping, it is preferable to strengthen the stirring of the phosphating solution.
A device that impregnates phosphating requires only a few tanks that can heat the solution. This groove can be made of stainless steel or carbon steel lined with FRP. The tank should be open to prevent explosion of hydrogen accumulation. The phosphating tank should have sufficient capacity to make the temperature and concentration of the phosphating solution relatively easy to maintain. In general, when Zn is phosphating, the capacity of 100 liters of phosphating solution is required for the surface of 1 m2 of metal. The depth of the groove should ensure that the lowest point of the steel drum is more than 30cm from the bottom of the groove. The bottom of the tank should be slightly inclined for the discharge of sediment. Water pipes, drain pipes and heaters should be added to the phosphating tank. It can be heated by steam, electricity or gas. The steam pipe and the electric heating pipe should be arranged on one side of the tank, and the other side is preferably equipped with a propeller stirrer. The heating energy must be such that the phosphating solution is heated to the desired phosphating temperature within 2 hours. Then, make sure that the bath temperature is within ±5 to 10% of the required temperature.
Wash immediately after impregnation phosphating. If the water is washed with impregnated mash, the water washing tank should be equipped with an inlet pipe, a drain pipe, an overflow device, a heater, and a stirrer. It is preferable to provide a shower device on the upper portion of the tank to sufficiently remove the covering of the surface of the phosphate film.
If spray phosphating is used, it is best to use spray from the beginning of rust removal and degreasing. In this way, the entire pre-painting line of the steel drum is designed on a straight line (or U-shaped line) through a completely closed tunnel. In the tunnel, various treatment fluids are sprayed into the steel drum from different angles in different isolation chambers. Each isolation chamber is provided with a sump, a pump and a nozzle. A drainage zone is provided between adjacent isolation chambers to minimize cross-contamination. The nozzle has both a vortex type and a V type. The vortex type can spray a rotating hollow cone spray, the injection amount is generally 20-25l/mm, and the nozzle is better when it is 30-40cm away from the steel barrel. The V-shaped nozzle can eject a fan-shaped spray with a certain thickness and an opening angle of 60°, and the impact force is larger than that of the vortex type, but the amount of liquid spray is slightly smaller. The spray pressure is generally above 0.1 MPa, but the flow rate is more important than the pressure. The flow rate of the pump must meet the flow requirements of the nozzle. The capacity of the sump is typically 2.5-3 times the pump flow. The steel drum rotates on the conveyor chain and advances, preferably with a slight inclination to flow out of the tank.
The phosphating temperature varies depending on the phosphating formulation. Generally, it is divided into thermal phosphating and cold phosphating.
Thermal phosphating is generally carried out by heating the phosphating solution to 60 ° C or higher and phosphating at 95 ° C or lower. The phosphating film obtained by thermal phosphating has high corrosion resistance, bonding strength, hardness and heat resistance, and the phosphating speed is also fast. The disadvantage is that the evaporation is large, the composition changes rapidly, and the energy consumption is large.
Cold phosphating is generally carried out at room temperature. The advantage is that the phosphating film has finer crystals and low cost without heating. The disadvantage is that the thickness of the phosphating film is relatively thin, the corrosion resistance and bonding force are relatively poor, and the heat resistance is not as good as thermal phosphating.
The key to phosphating is to control total acidity, free acidity, and ferrous ion concentration. Total acidity refers to the acidity produced by hydrolysis of various metal ions. The degree of freeness means that the acidity d produced by the hydrolysis of dihydrogen phosphate can increase the total acidity, accelerate the phosphating reaction, and make the phosphating film thin and dense; if the total acidity is too low, the phosphating rate is slow, and the phosphating film is thick and thick. If the free acidity is too high, the phosphating time is prolonged, the phosphating film is loose and porous, and the ferrous ion in the phosphating solution is increased, and the precipitated second milk is increased; the free acidity is too low, so that the phosphate film is thinned or even not formed.
In general, when the content of Marif salt or zinc dihydrogen phosphate is increased by 5-6 g/l, the free acidity is increased a little, and the total acidity is increased by five points; increasing the total acidity of zinc nitrate by 20 g/l can be increased by ten points; Zinc 0.5g / l, the free acidity decreased a little. Lowering the total acidity can be achieved by adding water.
When the acid ratio of the two is 6-8, the phosphating effect is best; when the acid ratio is 15-25, the phosphating effect of the spray method is the best. The ferrous ion is generally controlled at about 1-3 g/l, which can be adjusted by hydrogen peroxide.
Third, wastewater treatment
The main processes of pre-paint treatment are degreasing, pickling, phosphating and the like. The wastewater produced by these processes mainly contains pollutant ions such as oil, acid, Zn2+, and Fe2+. The purpose of wastewater treatment is to make these pollutants meet the standards.
In general, steel drums contain very little oil and are already emulsified or saponified; they are easily diluted to the discharge standard. The treatment of acidic wastewater is mainly carried out by adding lime or sodium carbonate or sodium hydroxide. If the oil removal method is to use alkaline wheat, the two can be discharged by neutralizing to a pH of 6 to 9. The Zn2+ and Fe2+ plasmas can be removed by a precipitation method, and are not described here.
It is hoped that the pre-paint treatment will receive sufficient attention from the domestic barrel factories.
Silica gel as a new type of life, especially for baby products, its security is very important, in the choose and buy when we must to find regular vendors to buy, need to have food grade environmental protection product certification test report, or the FDA, LFGB certification test report of raw material, in the choose and buy when we should also pay attention to choose suitable for their own use of kitchen utensils and appliances, to distinguish between the use of a single kitchen utensils and appliances, before buying must use nose to smell a smell smell of products, strict silicone kitchen utensils and appliances in a heated encounter cold should not have any smell, in the white paper to wipe won't have any rub off phenomenon.
Silicone Bib,Silicone Baby Bibs,Baby Feeding Bibs,Cute Baby Bibs
Ningbo Sunmoon Silicone Product CO.,Ltd , http://www.sunsilicone.com